- Call Us
- 04256-299486, +91 9363620036
- Email Us
- info@avtechinternationalpvtltd.com
Our Products

SCREENER
FLOW MAKER / MIXERS
DIFFUSER (Fine Bubble Aeration System)

AIR BLOWERS

COOLING TOWERS

CLARIFIER
Multiple Effect Evaporator

Crystallizer

Solar Evaporate Plant

Chemicals

ETP AND STP AND BOILER AND COLLING TOWER CHEMICALS

ETP STP MICROBIOLOGICAL LAB EQUIPMENTS

ZERO LIQULD DISCHARGE PLANT

Fully Automatic Recessed Chamber Filter Press

PLC based Fully Automatic Filter Press
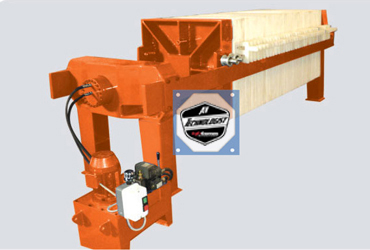
Electro Hydraulics Operated Filter Press
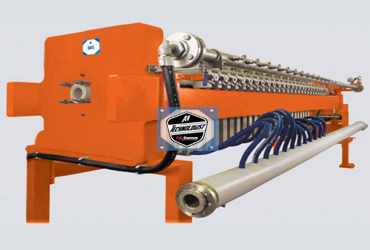
Fully Automatic Membrane Filter Press
Manually Operated Filter Press

BELT PRESS

QUARTZ FILTER

ULTRA FILTRATION

SOFTENER FILTER

DE-CARBONATING TOWER (DEGASSER)

REVERSE OSMOSIS KIT

NANO FILTRATION

CARTRIDGE FILTERS HOUSING (STAINLESS STEEL & UPVC VESSELS)

FRP VESSELS

RO PRESSURE VESSELS

PUMPS (Pressure pumps & Dosing pumps)

TDS / CONDUCTIVITY METERS

biogas plants
Rotatory Fine screener is been installed at entrance of the influent to remove all floatable impurities in the water of size above 2mm.
No bypass of screener is possible which directly reduces frequent maintenance works in pumps.
Neutralization system is been supplied with pH sensor for complete automation and to give constant pH for effective biological conversion.
Cooling tower is been supplied to maintain Biological temperature < 36 ° Celsius to maintain the system with maximum of active biots


Biological is the heart of treatment process & efficient way to reduce the concentration
of organic pollutants in waste water with simple automation.
In Biological treatment we go with Extended Aeration Technique having higher
retention period to treat all waters enters into the system
To avoid septic condition in equalization tank we provide oxygen to maintain the water in
suspension and as pre aeration step.
Curved shaped biological tank design ensures uniform flow & mixing
With Expertise design and complete automation on pH & DO we maintain & operate the
biological system efficiently.
To maintain optimum temperature for effective biological growth cooling tower is
been supplied.
Activated sludge systems are suspended-growth type and most widely used and efficient treatment system.
We design the system to treat almost every wastewater influent as long as it is biodegradable to ensure this we go with nominal retention time required for the biot to react & convert incoming pollutants.

Activated sludge system run effectively with the presence of oxygen for the microorganism to respire, so atmospheric oxygen is been utilized and pumped into the biological system to keep the biots active and in suspension.
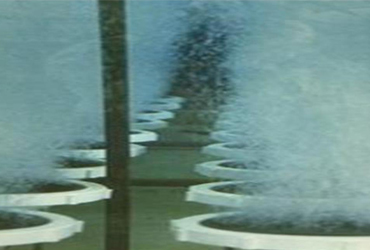
2 mg/L of oxygen concentration is mandatory for healthy growth of microorganism hence the oxygen is been diffused as fine bubbles in to the tanks in order to reach each & every microorganism in the system.
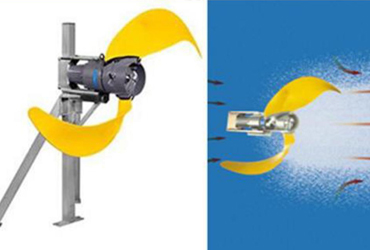
Flow makers is been installed to maintain the water in suspension and to nullify the dead zone. It enhance the efficiency of the process and high conversion occurs.

Installation of Belt press with complete Automation ensure no manpower requirement for operating the system.
Effective sludge capturing achieved by continuous washing of belt & Self cleaning nozzles.
Maximum of 25% concentration of solids & 70% moisture achieved.
Minimal maintenance required & nil stoppage for cleaning keeps the system in continuous operation.
Clarifier is of different shapes but we go with conventional type circular clarifier in which removal of the accumulated solids is effective with scrapers rotating around the central axis of circular tank.
By designing nominal retention time for clarifiers we have higher settling area by which Turbidity < 10 NTU is easily achievable.


Separation of suspends from water is achieved through filtration using media
The process is differentiated with the usage of media.
Pressurized Sand Filter (PSF) (Sand media)
Activated Carbon Filter (ACF) (Carbon media)
We perform effective backwash using blowers which removes all the filtered impurities and render quality outlet .
We are into wide range of membrane technology for treating waste water with high pressure, low pressure & submersed type.
1.Submersed MBR Technology
4. Reverse Osmosis Technology
2.Bio pulse MBR Technology (External)
5. Brine Recovery Technology
3.Ultra Filtration Technology

We Design high reliability Ultra Filtration System using multibore technology which can handle high polluted water and run smoothly.
We provide with coagulant dosing in UF feed for better removal of suspends and reduce the pressure build up.
We operate with higher backwash flux to ensure complete removal of fouling in membrane and to have long life run.
Calcium & Magnesium are the main fouling which affects RO Membrane.
Resin filtration is been designed for complete removal of calcium & magnesium ions from waste water with easy operations & minimal maintenance which favours high recovery in RO for long run.
Plugging and drain of resin.


Decarbonating towers is been supplied with blowers & pH sensing element for automation, by which bicarbonates are stripped as carbon dioxide gas.
Membrane damage due to pressure build up in RO is been completely avoided and increases the membrane life time.
Effective RO design delivers higher recovery (96%) with lower energy consumption .
Dedicated CIP skids for each stage maximize the operating hours by reducing the cleaning time.
Making complete automation with instruments & VFD for HP pump can optimize the recovery based on running condition.


Brine recovery plant are similar to RO plant where we use ion selective membrane.
Segregation of ion is been achieved based on valency .
Plant is been designed for complete removal of divalent ions ( eg: SO4, Ca, Mg, etc..)
Low running cost and high recovery of brine is achieved.
The high conductivity reject is subjected to Evaporation and salt recovery process to accomplish ZLD.
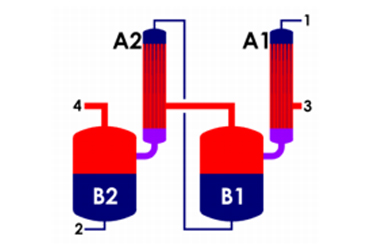
Multi Effect Evaporator (MEE) where concentration of effluent achieved by applying steam.
Crystallizer where Glauber salt is been recovered by retaining temperature below 10° Celsius.
Agitated Thin Film Dryer (ATFD) where reject is been fully converted as salt.


Zero-liquid discharge (ZLD) is a water treatment process in which every drop of water is been purified and recycled, leaving salts as residue at the end of the treatment cycle.